Технология обработки тонколистового металла
Цель:
- Дать учащимся общее представление о ручной обработке тонколистового металла.
- Развивать основные приёмы обработки металлов резанием и давлением.
- Воспитывать трудолюбие, бережливость, аккуратность, целеустремлённость, ответственность за результат своей деятельности.
Оборудование:
- компьютер,
- презентация,
- рабочее место слесаря,
- слесарный инструмент и оборудование.
Метод обучения: лекция-беседа, практическая работа.
Время: 2 часа
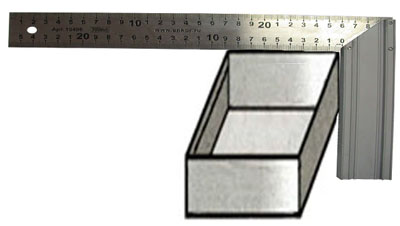
Объект работы: “Кормушка для птиц”
Ход урока
I.
Организационно-подготовительная часть.Приветствие учителя, контроль посещаемости, проверка готовности учащихся к уроку.
II. Теоретическая часть
:1. Повторение пройденного материала.
1). Вставьте пропущенные слова и прочитайте определение:
- сплав железа с углеродом, содержащий до 2% углерода и примеси других элементов, называется…; (сталь).
- сплав железа с углеродом, содержащий более 2% (обычно 3-4,5%) углерода, а также примеси других элементов, называется …; (чугун).
- сплав меди с … называется латунью; (цинком).
- сплав … с …, а также другими элементами называется бронзой; (меди с оловом)
- сплав алюминия с медью и некоторыми другими элементами - это … (дюралюминий)
2). Терминологический диктант по свойствам металлов.
Учитель раздаёт карточки с заданием (слайд 1). Найти соответствие термина с определением (рис. 1), Например: 1-3, 2-1, 3-2 и т.д.

Рис. 1. Тест “Свойства металлов”
2. Сообщение темы (слайд 2) и цели урока (слайд 3).
3. Изложение нового материала.
Технология обработки тонколистового металла это преобразующая деятельность человека, направленная на удовлетворение нужд и потребностей людей в изделиях из металлов с использованием станков, инструментов и оборудования. Производственный процесс включает в себя разработку конструкторской и технологической документации. Это чертежи, пояснительные записки, расчёты, схемы.
Технологический процесс составляет часть производственного процесса, связанного с изменением формы, размеров, а также состояния материала при преобразовании его в готовую продукцию. Технологический процесс состоит из технологических операций, которые представляют собой законченные части технологического процесса обработки изделия, выполняемые на одном рабочем месте.
Технология изготовления изделий из тонколистового металла.
Технология производства изделий из тонколистового металла включает в себя следующие слесарные операции: разметку с применением разметочного инструмента (слайд 4), обработку тонколистового металла резанием (слайд 5), обработку тонколистового металла давлением; правку и гибку (слайд 6). Такие виды работ предстоит выполнить учащимся при производстве объёмного изделия из тонколистового металла, которое называется “Кормушка для птиц” (рис.2) (слайд 7). Достижение этой цели и решение практической задачи предлагается осуществить с использованием метода проектов. Обсуждение всех предложенных идей позволяет оценить наше изделие с точки зрения приобретения новых знаний, умений и навыков в процессе выполнения практической работы, которые могут быть использованы в дальнейшей конструкторской деятельности. Исследованием процесса обработки тонколистового металла, мы попробуем оценить свои возможности, уровень полученных знаний и умений, необходимых для реализации выбранной идеи.
{kind=link}
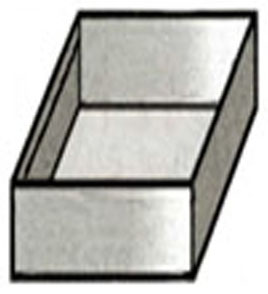
Рис. 2
Любое изделие из тонколистового металла можно описать словами, однако этого не достаточно для того, чтобы его изготовить. Необходимо иметь технический рисунок, эскиз или чертёж изделия с указанием всех необходимых размеров и материалов, из которых необходимо сделать изделие. На рисунке 3 показаны чертежи нескольких изделий, выполненных из тонколистового металла.
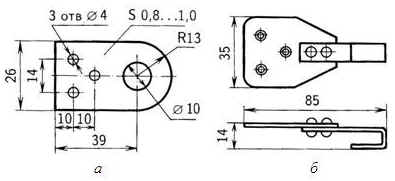
Рис. 3. Чертёж изделий из тонколистового металла: а - подвеска; б - крючок для вешалки.
Сегодня мы попробуем сделать объёмное изделие из тонколистового металла, которое будет включать в себя все технологические операции, которые будут способствовать производству продукта труда. Для этого мы сделали на листе бумаги (тетрадный лист в клеточку) развёртку объёмного изделия “Кормушка для птиц” (рис.4), (слайд 8).
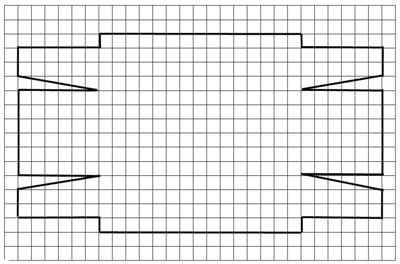
Рис. 4. Объёмное изделие из тонколистового металла: а - рисунок; б - чертёж развёртки
Разметка тонколистового металла
Учитель - Что общего у птицы и ученической ручки, которой можно рисовать тушью? (Перо).
Все вы знаете, что на глазок сделать какое-либо изделие невозможно, так как оно, вероятнее всего, не подойдёт по размерам. Значит, и в слесарном деле разметка играет не последнюю роль, а наоборот технологическая операция, с которой всё и начинается. Сегодня с этой операцией мы познакомимся поближе. Мы с вами знакомы с приёмами разметки древесины, а сегодня мы посмотрим, чем же отличается разметка на металле.
Учитель. На плоскости древесины мы можем наблюдать линию разметки, а на металле нет. Почему? (На металле линия разметки от карандаша не видна, она блестит также, как металл).
Учитель. Поэтому необходимо использовать другой метод. Что могли бы предложить вы? (Чертилка, кернер, разметочный циркуль).
Для того чтобы правильно изготовить деталь, на поверхность заготовки наносят контуры будущего изделия. Разметка — это нанесение на поверхность заготовки линий и точек для обозначения границ обработки детали и центров отверстий. Линии, наносимые на заготовку, называют рисками.
1). Инструменты разметки на тонколистовом металле.
Для разметки деталей применяются чертилки, металлические линейки, кернеры, слесарные угольники, разметочные молотки.
Металлические линейки бывают различной длины: 150 мм, 200 мм, 300 мм, 500 мм, 1000 мм. Началом измерения у этих линеек служит левая кромка с отметки “0”. С помощью линеек измеряют образцы и переносят размеры на заготовку, проводят разметочные прямые линии (риски). Чертилкой на поверхность металла наносят разметочные линии (риски). Кернером делают углубления в металле, называемые кернерными метками. Накернивают обычно риски, которыми обозначают на заготовках границы детали, центры отверстий.
Разметочный молоток массой 150—200 граммов применяется для кернения границ обработки детали, рисок. По угольникам проверяют углы деталей и наносят риски на заготовки. Разметку обычно проводят на верстаке с разметочной плитой.
Разметка выполняется с помощью металлической масштабной линейки, слесарного угольника, чертилки, разметочного циркуля, кернера, шаблона (рис.5).
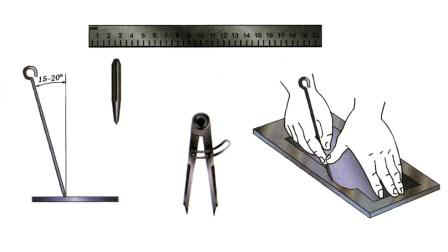
Рис. 5. Инструменты для разметки заготовки из металла.
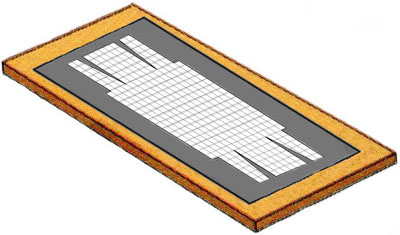
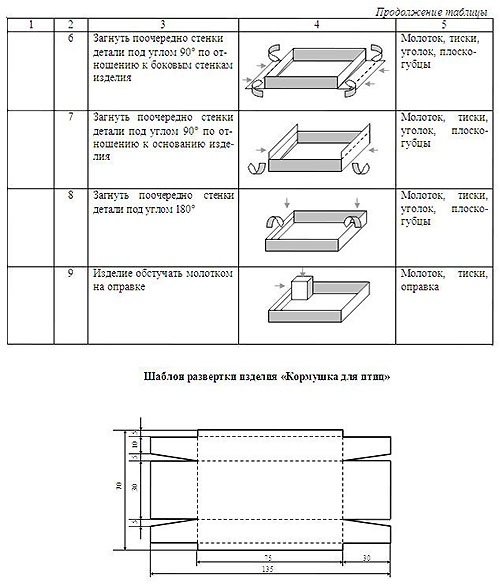
Риски бывают основными и вспомогательными. Основными рисками обозначают границы обработки, резания и т. п. От вспомогательных рисок откладывают необходимые размеры. Центры отверстий и границы деталей на заготовке отмечают небольшими кернерными метками. Проще всего разметить заготовку по шаблону. Сегодня мы будем для разметки использовать развёртку изделия, подготовленную вами на прошлом уроке (рис.6) (слайд 9).
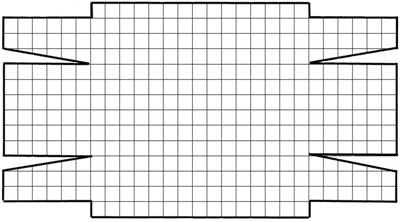
Рис.6. Шаблон детали.
Шаблон — это специальная деталь, размеры и контур которой такие же, как и у нужного нам изделия. По шаблону удобно размечать одинаковые детали. Более сложный, но более точный способ разметки — по техническому рисунку или чертежу.
2). Техника выполнения разметки на тонколистовом металле.
Прежде чем приступить к разметке детали, надо правильно подобрать заготовку. Делают это так. Измеряют длину, ширину и толщину заготовки и сравнивают эти размеры с образцом или размерами, указанными на чертеже детали. Затем очищают металл от ржавчины, грязи, масла и пробуют провести риску чертилкой. Если риска плохо видна, поверхность зачищают металлической щеткой или крупной шкуркой. Затем поверхность покрывают либо быстросохнущей краской, либо раствором столярного клея с мелом, либо раствором медного купороса.
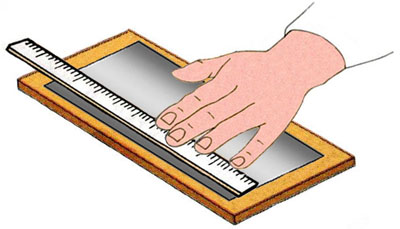
Ровные кромки заготовки называют базами разметки и от них ведут разметку деталей. Линейку прикладывают так, чтобы кромка заготовки совпала с заданным делением на линейке. Чертилкой по торцу линейки проводят короткую риску. Повторяют данную операцию на другом конце заготовки. Затем через две риски проводят линию. Если у заготовки нет ровных кромок, то базой разметки служат вспомогательные риски. Такие риски проводят по линейке или при помощи плоского угольника. Далее отмеряют все нужные размеры согласно чертежу.
3). Демонстрация приемов работы.
Учитель показывает приемы разметки на тонколистовом металле и контроля качества, комментируя технологический процесс.
4). Правила безопасной работы при разметке тонколистового металла.
Учитель инструктирует учащихся по охране труда при разметке металла (учебник, с. 90), (Приложение 1).
Резка металла как технологическая операция.
Поскольку мы будем работать на уроке с тонколистовым металлом ( учитель показывает заготовку в виде консервной банки из под сгущенного молока с вырезанными донышками), который легко режется и выправляется, то прежде всего необходимо научиться использовать для этой технологической операции следующий инструмент и оборудование.
1). Инструменты для резания тонколистового металла.
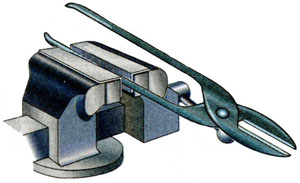
Тонколистовой металл разрезают с помощью слесарных ножниц (рис.7), установленных на крышке верстака или в губках слесарных тисков (рис.8).
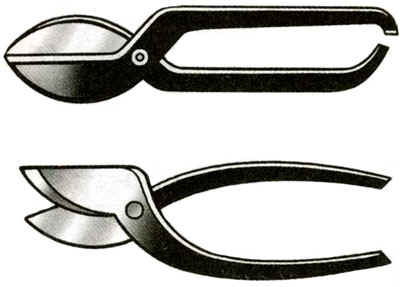
Рис.7. Ручные ножницы.
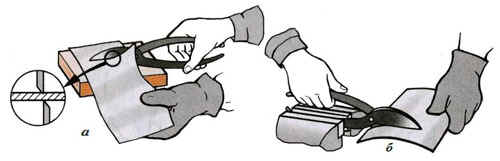
Рис.8. Резание ножницами: а – на столе верстака;
б – с закреплением ножниц в тисках.
Ручные ножницы состоят из двух половинок, соединяемых между собой винтом На рис. 8 а и б показана правильная хватка ножниц в зависимости от условий выполнения технологической операции. Каждая половинка ножниц составляет одно целое: нож и ручку. Промышленность изготавливает ножницы правые и левые. У правых ножниц верхняя режущая кромка лезвия расположена справа от нижнего лезвия, а у левых – с левой стороны. Разрезать листовой металл по прямым и кривым линиям лучше всего правыми ножницами. В этом случае всегда видна разметочная линия. Для резания более толстого листового металла (толщиной до 2 мм) применяют приспособления для резки тонколистового металла (рис.9) или ножницы (рис.10) (слайд 10).
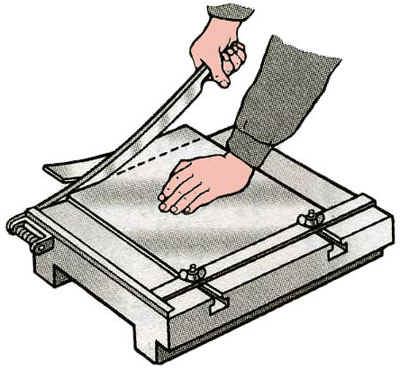
Рис.9. Приспособление для резки
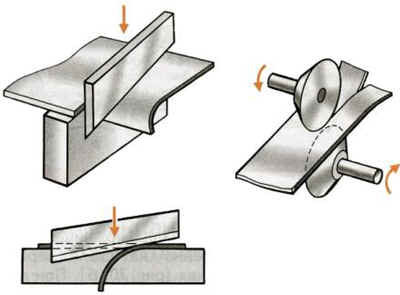
Рис.10. Резание толстолистового металла механичестонколистового металла. кими ножницами.
2). Техника резания тонколистового металла.
Разрезать тонкий листовой металл можно двумя способами. В первом случае ножницы держат в правой руке. Разжимают (раскрывают) ножницы мизинцем и безымянным пальцем. Левой рукой в перчатке удерживают лист металла и подают его между лезвиями ножниц, направляя лезвие точно по риске. Сжимают ручки пальцами правой руки и разрезают заготовку. Затем операцию повторяют.
При работе ножницы следует раскрывать не полностью, а лишь настолько, чтобы они захватывали листовой металл. Если раскрыть ножницы слишком широко, то они будут не резать, а выталкивать лист. К концу движения разрезания лезвия ножниц не закрывают полностью, чтобы не получалось неровностей.
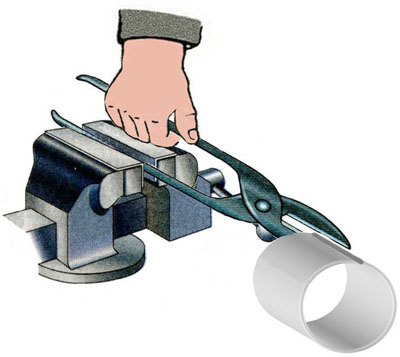
При резании вторым способом одну ручку ножниц зажимают в тисках, а другая ручка остается свободной. Последовательность работы та же, что и при первом способе, но рукой берут лишь одну ручку инструмента. Такая установка ножниц позволяет разрезать более толстый металл и куски большего размера с небольшими затратами усилий. Если металл ножницы не режут, а мнут, значит следует обратить внимание на небольшую особенность технологии резки слесарными ножницами. Движение руки с ручкой слесарных ножниц должно быть “вниз и на себя”. Это делается с целью уменьшения зазора между режущими элементами ножниц (ножами).
3). Демонстрация приемов работы.
Учитель показывает приемы резки тонколистового металла и контроля качества, комментируя технологический процесс.
4). Правила безопасной работы при резании металла ножницами.
Учащиеся под руководством учителя изучают правила безопасной работы при резании металла ножницами (учебник, с. 100—101), (Приложение 2).
Правка тонколистового металла
Правкой называется операция выпрямления заготовок из листового металла, проволоки. Обычно выпрямляют заготовки перед разметкой, а также после разрезания ножницами, рубки зубилом и т. д. При выполнении правки важно знать такие свойства металла, как упругость и пластичность, а также инструмент и оборудование, используемые для этой технологической операции.
1). Инструменты для правки тонколистового металла.
Править тонколистовой металл вручную лучше всего на правильной плите молотком с незакаленным бойком или киянкой (рис.11). Боек у молотка должен быть круглый, так как бойком с квадратными углами можно случайно сделать вмятины на поверхности металла. Иногда для правки листов применяют молотки со вставками из мягких металлов — меди, свинца. Листы очень тонкого металла (фольга) правят деревянным бруском (рис.12).
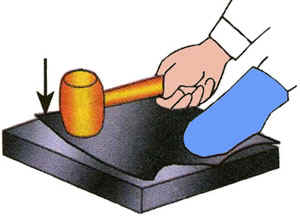
Рис. 11. Правка тонколистового металла

Рис. 12. Правка фольги на правильной на правильной плите киянкой плите деревянным бруском
2). Техника правки металла.
Листовой металл толщиной свыше половины миллиметра правят таким образом. Все выпуклости обводят мелом и кладут лист на плиту выпуклостью вверх. Молотком наносят удары с краев листа по направлению к выпуклой части. При этом ровная часть листового металла будет вытягиваться, а выпуклая постепенно выправляться. Приближаясь к выпуклому месту, силу ударов постепенно уменьшают, но наносят удары чаще.
Листы жести правят деревянным бруском, поглаживая им по металлу в разные стороны. Во время работы важно помнить, что нельзя наносить удары по выпуклой части, так как от этого выпуклость может увеличиться. Качество правки контролируют разными способами: на глаз, линейкой, на плите, специальными инструментами.
3). Демонстрация приемов работы.
Учитель показывает приемы правки и контроля качества тонколистового металла, комментируя технологический процесс.
4). Правила безопасной работы при правке тонколистового металла.
Учитель инструктирует учащихся по охране труда при правке металла (учебник, с. 98), (Приложение 3).
Гибка тонколистового металла
Гибка — слесарная операции, с помощью которой заготовке или ее части придается необходимая форма. Гибку небольших заготовок из тонколистового металла выполняют в тисках. Чтобы не испортить поверхность заготовок, на губки тисков надевают нагубники. Заготовку в тисках закрепляют так, чтобы линия сгиба (разметочная риска) находилась на уровне нагубников.
1). Инструменты и приспособления гибки тонколистового металла.
Гибку выполняют киянкой. Можно воспользоваться слесарным молотком, но удары следует наносить не по заготовке, а по деревянному бруску, который будет отгибать металл, не оставляя на нем вмятин. Для гибки заготовок часто применяют оправки в виде брусков металла различной формы. Для этой цели мы будем использовать металлический уголок, установленный в губках тисков.
2). Техника выполнения гибки тонколистового металла.
Учитель. Первоначально легкими ударами сгибают края заготовки, а затем переходят к ее средней части. Для придания нужной формы иногда используют плоскогубцы или круглогубцы. В нашем случае это будет 6,7,8 операция по технологической карте изготовления изделия, которую выполняют слесарным молотком.
3). Демонстрация приемов работы.
Учитель показывает приемы гибки тонколистового металла и контроля качества, комментируя технологический процесс.
4). Правила безопасной работы при гибке тонколистового металла.
Учитель инструктирует учащихся по охране труда при гибке тонколистового металла (учебник, с. 90).
III. Практическая часть
.Самостоятельная работа “Изготовление объёмного изделия из тонколистового металла”
1. Организация рабочего места
Учащиеся выполняют задание каждый на своём рабочем месте (слесарный верстак). Для выполнения работы понадобятся: разметочные инструменты -металлическая линейка, шаблон; режущие инструменты и приспособления - тиски, ножницы по металлу; инструменты для правки и гибки - киянка, уголок, слесарный молоток, оправка, пассатижи; шаблон для контроля углов, технологическая карта изделия; образец изделия; клей ПВА.
2. Вводный инструктаж по правилам безопасности.
Задание:
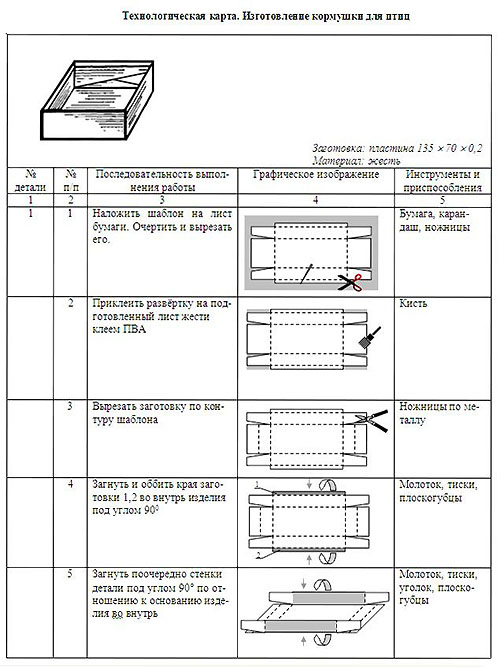
1). Рассмотрите образец детали и технологическую карту на изготовление изделия “Кормушка для птиц” (Приложение 4); (слайд.11)
2). Закрепите ножницы по металлу одной ручкой в губках тисков (рис. 13); (слайд 12).
{kind=link}
3). Вырежьте серединный шов и завальцованные края консервной банки (рис.14),(рис.15); (слайд 13).
{kind=link}
{kind=link}
4). Выправьте заготовку тонколистового металла (рис.16); (слайд 14).
{kind=link}
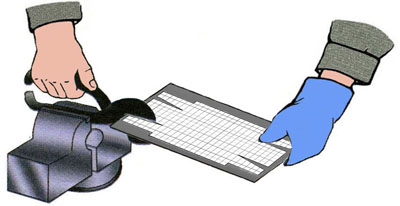
5). Проверьте соответствие размеров заготовки и шаблона (визуально рис.17 и инструментально рис.18); (слайд 15).
{kind=link}
{kind=link}
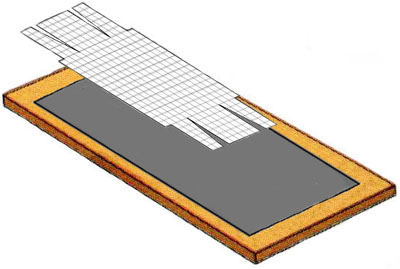
6). Наклейте шаблон на заготовку (рис.19); (слайд 16).
{kind=link}
7). Вырежьте деталь по контуру шаблона слесарными ножницами (рис.20); (слайд 17).
{kind=link}
8). Удалите с поверхности заготовки бумажный шаблон и согните края заготовки согласно последовательности выполнения операций по технологической карте (Приложение 4, поз.4-8); (слайд 18).
9). Зажмите оправку в губки тисков и отбейте грани детали слесарным молотком (Приложение 4, поз.9); (слайд 19).
10). Проверьте качество выполненной работы визуально, сравнив с образцом, и инструментально контрольно-измерительными инструментами (рис.21); (слайд 20).
{kind=link}
11). Представьте выполненную работу учителю. (Приложение 5).
3. Текущий инструктаж
Самостоятельное выполнение учащимися практического задания. Текущие наблюдения учителем последовательности изготовления изделия и соблюдения правил безопасности труда. Ответы на возникающие вопросы в процессе работы. Проверка качества выполненной работы.
Возможные ошибки учащихся.
1). Тонколистовой металл не режут ножницы.
Причина: при выполнении разделения
тонколистового металла большой зазор между
ножами ножниц или они затупились.
2). Линия реза уходит к середине заготовки
листового металла. Причина: левая придерживающая
рука в процессе резания должна вытягивать
заготовку “на себя”.
3). Несоблюдение заданных размеров, полученных
после разрезания детали по шаблону. Причина:
невнимательность во время работы, неправильная
предварительная разметка (шаблон выполнен не по
размерам чертежа развёртки детали).
4). Повреждение поверхности детали. Причина:
невнимательность при выполнении сгибов,
нарушение технологической последовательности
выполнения операций.
IV. Итоговая часть.
Оценка результатов работы учащихся, выбор и демонстрация лучших работ. Разбор допущенных в процессе выполнения практической работы ошибок и анализ причин, их вызвавших. Разъяснение возможностей применения полученных знаний, навыков и умений в общественно полезном труде, а также реализация потребности в изделиях из тонколистового металла в проектной деятельности.
1. Установка на следующий урок.
На следующем уроке продолжится знакомство с технологией обработки металлов и сплавов. Учащиеся получат новые знания и приобретут умения рубки металла.
2. Домашнее задание:
1). Повторить изученный материал по обработке тонколистового металла.
2).Прочитать страницы учебника 96-101.
3).Определите потребность людей в изделиях из тонколистового металла. Сформулируйте и кратко запишите набор первоначальных идей изделий из тонколистового металла.
4).Уборка рабочих мест.
{kind=link}
{kind=link}